
Guest post by Jeremy Pasatta, Advanced Polymer Coatings
Previous blog posts on toughening have looked at the need for tougheners in thermosets, the two main toughening technologies, RLP and coreshell particles, along with methods of how to measure toughness and typical increases in toughness with RLP and coreshell particles. In this blog post we will look at another form of toughening technology, block copolymers.
Block copolymers contain long segments of one type of monomer, and can have two or more of these segments, where segments are on the molecular weight order of a few thousand Daltons to tens of thousands of Daltons. When used for toughening epoxies, block copolymers typically contain one polymer segment that is epoxyphobic and one polymer segment that is epoxyphilic. The epoxyphobic portion will phase separate from the matrix resin, but because of the epoxyphilic portion of the block copolymer, they will form stable discrete particles inside of the matrix resin. There are a variety of complex structures that can be formed, including micelles, vesicles, and wormlike structures. The mechanisms of toughening are like those of coreshell and RLP, where the main mode of toughening is particle cavitation followed by void growth and enhanced plastic deformation. The degree of toughening will be affected by the morphology that is formed, and controlling this morphology can be difficult because it relies on the compatibility differences between the matrix resin and the toughener as well as loading level of the block copolymer. The figure below shows two different structures that can be formed for a polymethylmethacrylate (PMMA) poly n-butylacrylate (PBuaA) diblock copolymer at different loading levels in epoxy resin, where SEM (A) is at a loading level of 3% and SEM (B) is at a loading level of 5% block copolymer.
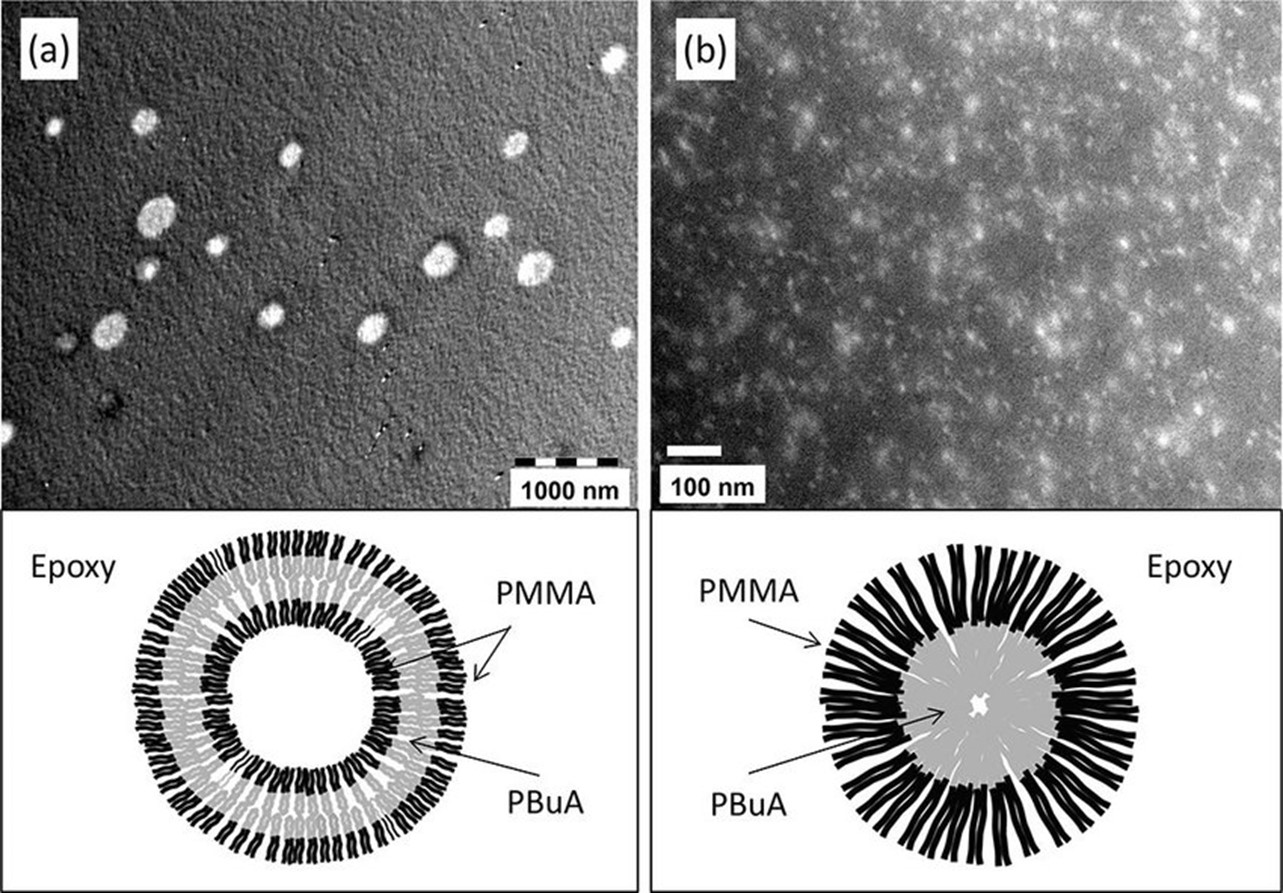
Figure 1. SEM of PMMA-PBuA Diblock Copolymer at Different Loading Levels [from ref[1]]
One application area where block copolymers have found use is in composites. A recent study investigated the toughening of a epoxy carbon fiber composite with a triblock copolymer consisting of polystyrene (PS), 1,4-polybutadiene (PB) and syndiotactic poly(Methyl methacrylate) (PMMA) blocks, where the he number average molar mass and wt % composition of each of the blocks in the copolymer were:
PS: 27,000 g/mol and 22 wt %
PB: 11,000 g/mol and 9 wt %
PMMA: 84,000 g/mol and 69 wt %
Toughness was tested using a double cantilever beam (DCB) per ASTM D5528 as shown in Figure 2. The mode 1 interlaminar fracture toughness (G1c) was determined via Modified Beam Theory using the equation given below:
G1c = 3Pδ / 2b(a + ∆) (from ref [2])
where P was the applied load, δ the test machine cross-head displacement and b the specimen width, a is the initial crack length and Δ is the propagated crack length as measured by a traveling microscope. G1c vs. crack length curves were measured, and the equation above was applied at the point of visual crack indication (VIS), the point of deviation from linearity of the load-displacement curve (NL) and at the maximum load point (MAX) of each coupon.
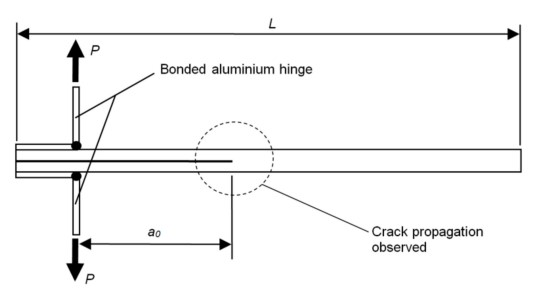
Figure 2. DCB Test Setup for Measuring GIC [from ref [2]]
The G1c results for each method of determining toughness are shown in Figure 3, where K3600 is the reference epoxy system and K3600 + SBM is the block copolymer toughener system and VAC represents samples cured in a vacuum oven under negative pressure and AC represents samples cured in an autoclave under positive pressure. It is shown that no matter where the data is taken and G1c is calculated, the block copolymer substantially improves the toughness of the system.
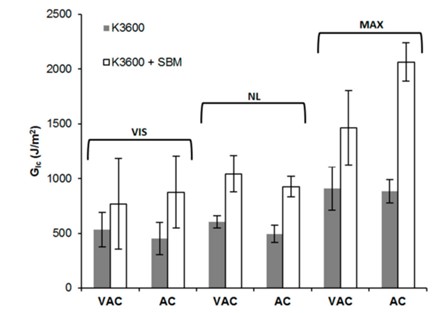
Figure 3. GIC for Block Copolymer Toughened Epoxy Composite [from ref [2]]
The morphology of the neat coupons, both with and without block copolymer, were imaged by SEM. Figure 4 shows the morphology for the unmodified epoxy (A), the block copolymer modified epoxy (B) and a magnification of the phase separated regions of the block copolymer modified epoxy (C). Based on polarities of the block copolymer segments, a representation of the phase separated regions is also given in insert (C) of Figure 4.
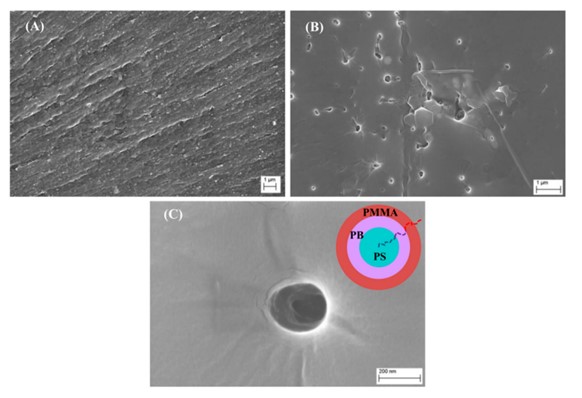
Figure 4. SEM of Unmodified and Block Copolymer Modified Epoxy [from ref [2]]
This blog post showed how phase separation for block copolymers is different for that of RLP, but that by forming this second domain block copolymers can lead to a substantial improvement in toughness similar to that of RLP and coreshell resins.
References
- Bashar, Mohammad & Meet, & Sundararaj, Uttandaraman. (2013). Nanostructured Acrylic Triblock-copolymer as Toughening Agents for Epoxy. 10.2417/spepro.004990.Charles, Andrew D.M and Andrew N. Rider. Triblock Copolymer Toughening of a Carbon Fibre-Reinforced Epoxy Composite for Bonded Repair. Polymers 2018, 10, 888;doi:10.3390/polym10080888
- Giannakopoulos, G. & Masania, Kunal & Taylor, Ambrose. (2011). Toughening of epoxy using core–shell particles. Journal of Materials Science – J MATER SCI. 46. 327-338. 10.1007/s10853-010-4816-6.
Good, thanks!