
 Epoxy mold compounds provides a nice example of how thermoset chemistry and rheology can be used in a high volume electronic application. Epoxy mold compounds (EMC) are highly filled epoxy-based formulations as discussed in the last post. The processing of EMC provides several examples of how one can use vitrification and gelation to your advantage during processing. EMC’s for transfer molding are typically provided in B-staged pellets or powders. In the image on the left (courtesy Kyocera) shows B-staged pellets and powders. During the processing of the pellets, the raw ingredients are mixed at an elevated temperature to soften the materials and allow good mixing in a kneader or roll mixer. The temperature is carefully controlled to control the crosslinking reaction. After the ingredients are fully mixed the mixture is cooled and ground into powder (pulverized). Some EMC is used in powder form while the majority is used in pellet form. After pulverizing, there is an additional step to make the EMC into pellets.
Epoxy mold compounds provides a nice example of how thermoset chemistry and rheology can be used in a high volume electronic application. Epoxy mold compounds (EMC) are highly filled epoxy-based formulations as discussed in the last post. The processing of EMC provides several examples of how one can use vitrification and gelation to your advantage during processing. EMC’s for transfer molding are typically provided in B-staged pellets or powders. In the image on the left (courtesy Kyocera) shows B-staged pellets and powders. During the processing of the pellets, the raw ingredients are mixed at an elevated temperature to soften the materials and allow good mixing in a kneader or roll mixer. The temperature is carefully controlled to control the crosslinking reaction. After the ingredients are fully mixed the mixture is cooled and ground into powder (pulverized). Some EMC is used in powder form while the majority is used in pellet form. After pulverizing, there is an additional step to make the EMC into pellets.
During the B-staging, the material is processed in the ungelled glassy region. In the Time-Temperature-Transformation (TTT) diagram in Figure 1, the B-staging region is shown as the brown cross-hatched area. When the temperature is high enough (i.e. above Tg0) in Figure 1, the material is a liquid. If there is any slow chemical reactions occurring as time passes, then the network is progressing towards gelation (the blue curve in Figure 1). In the TTT diagram, at any time to the left of the blue gelation curve, the material will be a liquid. If the temperature and time are well-controlled in the B-stage process window, then the material will be partially reacted (B-staged) but will not be gelled. Upon cooling (the blue arrow in Figure 1), the material vitrifies into an ungelled glass. Remember vitrification is the reversible transformation from a liquid to a glass in this case due to cooling to below the glass transition temperature. Most “boardy” B-stage prepregs are ungelled glasses. In the case of epoxy mold compounds, the formulated EMC vitrifies after molding into a pellet. Control of the process to avoid gelation is critical since in the next step, the EMC must soften flow and fill the mold cavity.
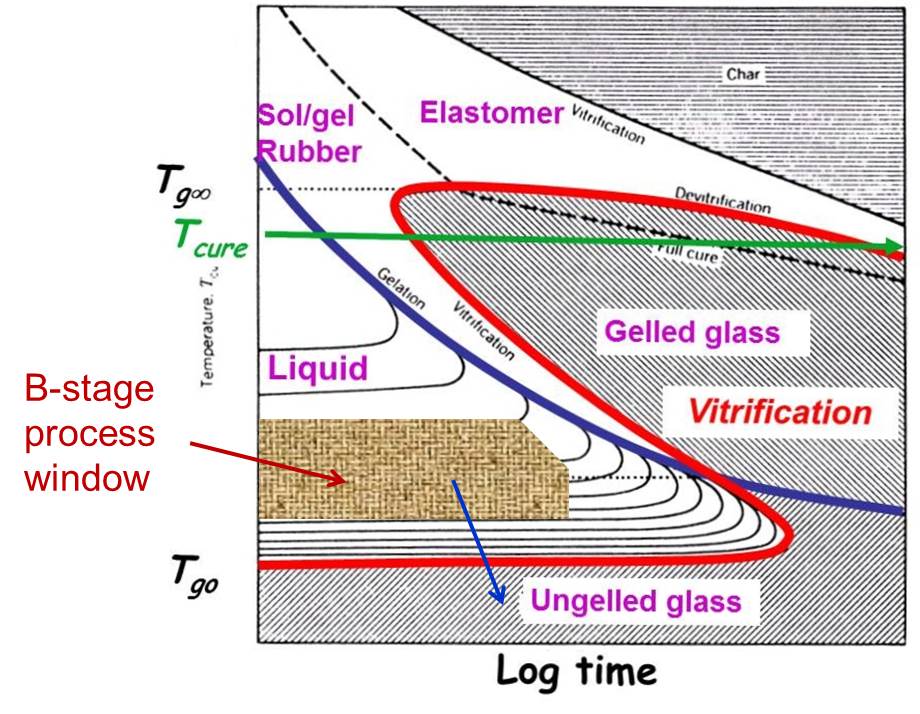
Figure 1. Time-Temperature-Transformation (TTT) Diagram for a typical thermoset
Most epoxy mold compounds are transfer molded. In this process, a B-staged pellet is placed into a heated mold. Most EMC molding processes have multiple cavities that will be molded in one shot to improve through-put. In Figure 2, the epoxy molding process is shown.
![]()
Figure 2. EMC molding process (Courtesy Hitachi)
In Figure 2, Prior to placing the EMC pellet into the mold, the wirebonded packages (in this case a leadframe package) are placed into the mold. The mold is closed and the EMC pellet is placed into the chamber and heated to 175°C. At 175°C, the EMC softens (de-vitrifies as it goes through the Tg) and the viscosity decreases dramatically. After a specified softening time the plunger injects the now liquid EMC into the runner system. The mold is designed to have vents at the end of the cavities to allow air to be pushed out and not allow back pressure to develop during molding. After the mold is completely filled and the specified mold time is reached, the mold is opened and the parts ejected. At the molding temperature of 175°C, the viscosity is very low and the cavities can fill rapidly. The most important process variable is to not have “wire sweep.” Wire sweep occurs when the flowing EMC (remember EMC is highly silica filled) breaks the wires off the bond pads due to friction and drag from the flowing EMC front.
From the chemorheology perspective, Figure 2 shows a schematic of the viscosity profile during molding.
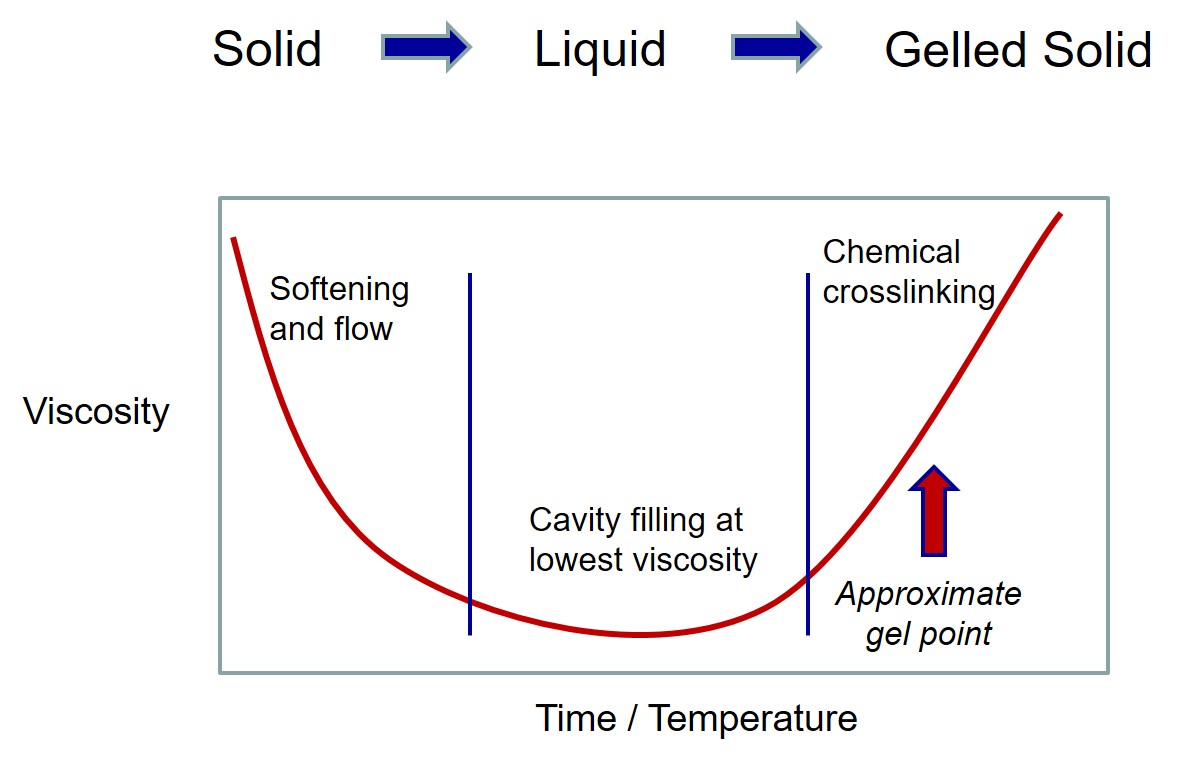
Figure 2. Schematic of the viscosity-time/temperature relationship during EMC molding
The EMC pellet starts out as a solid, then during heating prior to injection, the viscosity drops dramatically (can be several orders of magnitude) to a low viscosity, high fluidity liquid. When the viscosity reaches the minimum, the injection process starts and the mold compound flows into the runners and out the the cavity containing the wire-bonded package. Once the mold compound fills the cavities, then the chemical crosslinking causes a rapid increase in the viscosity. In order to maximize the manufacturing throughput, the EMC is held in the mold only long enough to gel. Remember, once a material undergoes gelation, the macroscopic flow stops. At the gel point, the material is not fully cured, but has sufficient mechanical strength to allow the mold to be opened and the part ejected. Upon cooling, the EMC is a gelled glass (the Tg is above room temperature) but the EMC is not fully cured. The gel point is an isoconversional point meaning the chemistry controls the conversion at gelation. For typical EMC’s the molding process is long enough to achieve about 40% epoxy conversion. After the molding process, the molded pacakges are post mold baked at 175°C for 3-4 hours to achieve full cure.
Leave a Reply