
The previous posts have focused on the mechanics of the mixing process and have briefly covered the use of vacuum during mixing. This post will discuss vacuum degassing in detail.
Many commercially important, highly-filled formulations require effective vacuum mixing to achieve the desired properties. Many liquid or viscous thermoset resins need to be degassed prior to mixing. Also, most commercial adhesive and coating formulations have multiple resin components such as base resins, adhesion promoters, liquid curing agents or hardeners, and other liquid additives. During the compounding of these liquid resins, air may be entrapped. More importantly, during filler addition, air is trapped between the particles prior to incorporation into the liquid phase. Applying vacuum after the fillers are added on top of the liquid (but prior to dispersing) will shorten the mixing time and result in a better dispersion.
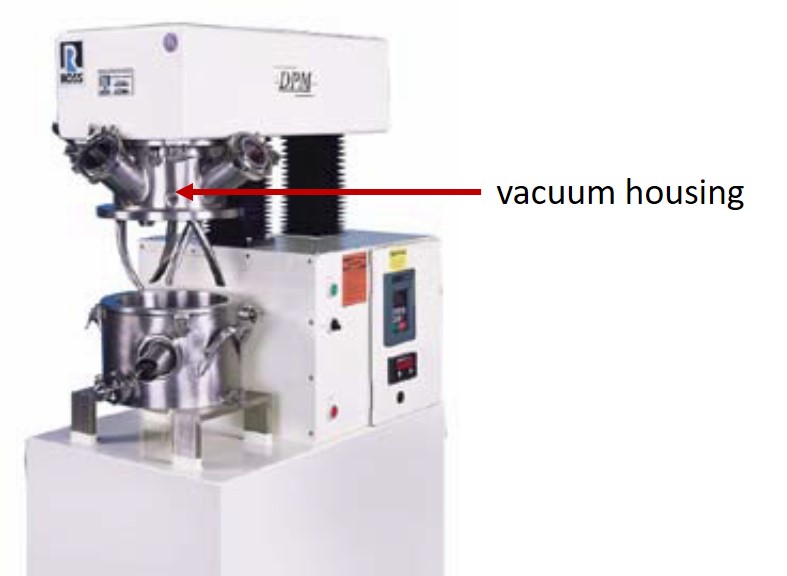
Figure 1. Double planetary mixer with helical blades and vacuum capability (courtesy of Charles Ross & Son Company)
Most mixers discussed in previous posts can be outfitted with a vacuum pump and associated valves and plumbing. Figure 1 shows a double planetary mixer capable of providing vacuum during mixing. The sight ports are used to monitor the formulation during the application of vacuum. The lower pressure during vacuum mixing results in “foaming” and typically a large increase in the volume of the material being degassed. It is important to select a suitable vacuum pump capable of providing vacuum levels in the range of 29.5-29.8 inches Hg. Rotary vane vacuum pumps work well to provide vacuum in this range. Additionally, it is wise to install a filter and condenser between the mixing vessel and the pump to prevent contaminants from fouling the pump. It will be a very bad day indeed when you suck dry powder or in the worst-case scenario, liquids into the vacuum pump.

Figure 2. Vacuum housing on a planetary dual disperser mixer (PDDM) courtesy of Charles Ross & Son Company.
Figure 2 shows the vacuum housing for a PDDM. In order to get a good seal between the vacuum housing and the mixing vessel, it is critical to make sure the O-ring is clean and free of resins and fillers prior to closing. The top of the mixing vessel has a very flat surface that should also be cleaned prior to closing. During handling, use care not to damage either the mixing vessel top sealing surface or the polymer O-rings. Damage to these components could result in difficulty achieving a good vacuum level. Although not shown in Figure 2, a needle “break valve” can be installed in one of the threaded ports in the vacuum housing. The “break valve” is used to throttle the vacuum level during mixing.
Order of addition is usually pretty important during the compounding of highly-filled formulations. In most cases, the liquid components are added first and vacuum degassed. The liquids could be a single resin, multiple resins or other liquids such as a reactive diluent. For example, most commercially available liquid epoxy resins (EPON 828, DER 331 have viscosities in the range of 110-150 poise (11,000 – 15,000 mPas or cP) and would benefit from a vacuum degassing step prior to the addition of fillers. In my experience, optimum vacuum degassing for liquid components is best accomplished during gentle mixing. If you mixing vessel does not have a filler addition system, once the bubble formation has nearly stopped, the vacuum may be released, the mixing vessel opened, and the solid powders introduced on top of the liquid phase. For manual powder addition, it is fine to simple place the desired amount of solid powders in the top of the liquid. The mixing vessel is subsequently closed, and vacuum slowly applied. The vacuum level is controlled using the “break valve” to ensure the powders don’t “fly” into the vacuum pump. Also, if you don’t vacuum degas the liquids prior to powder addition, as the bubbles move to the top of the liquid surface, when they break, small “volcanoes” in the powders will form, again raising the chance of pulling powders into the vacuum pump. The powder “flying” is very prevalent when adding fumed silica powders (fumed silica is a common thixotrope).
A key step is to pull a strong vacuum on the fillers before starting the mixing blades. Removing the air trapped in the powder interstices will reduce the mixing time and result in faster vacuum degassing.
Mixing tricks:
- Carefully determine the maximum fill level in the vessel. During vacuum degassing, the material will “foam” and expand dramatically. A rule of thumb is to fill the mixing vessel to one-third capacity to allow for plenty of foaming during mixing
- Add a “break valve” in your mixer to allow the vacuum to be manually released thus allowing the foam to collapse. Ideally a needle valve can be installed in the vacuum head above the mixing vessel
- When adding fine powders, mix the resin (liquid) components first, vacuum degas, and then add the powder on the top. Pull vacuum before starting the mixer to remove air entrapped in the interstices between the powder particles
- In all mixing processes, careful experiments are required to determine the optimum order of addition, mixing and vacuum degassing times.
Leave a Reply